YYT-07A Ehunen Suaren Aurkako Probatzailea
1. Giro-tenperatura: - 10 ℃~ 30 ℃
2. Hezetasun erlatiboa: ≤ % 85
3. Elikatze-tentsioa eta potentzia: 220 V ± % 10 50 Hz, potentzia 100 W baino gutxiago
4. Ukipen-pantailaren pantaila / kontrola, ukipen-pantailarekin lotutako parametroak:
a. Tamaina: 7"-ko pantailaren tamaina eraginkorra: 15,5 cm luze eta 8,6 cm zabal;
b. Bereizmena: 480 * 480
c. Komunikazio interfazea: RS232, 3.3V CMOS edo TTL, serieko ataka modua
d. Biltegiratze-ahalmena: 1g
e. FPGA unitatearen hardware hutsa erabiliz, "zero" abiarazteko denbora, piztean exekutatu daiteke
f. m3 + FPGA arkitektura erabiliz, m3-k instrukzioen parseatzeaz arduratzen da, FPGA TFT pantailan zentratzen da, eta bere abiadura eta fidagarritasuna antzeko eskemak baino hobeak dira.
g. Kontrolatzaile nagusiak energia gutxiko prozesadorea erabiltzen du, eta automatikoki energia aurrezteko moduan sartzen da.
5. Bunsen erregailuaren sugarraren denbora nahi izanez gero ezar daiteke, eta zehaztasuna ± 0,1 s-koa da.
Bunsen lanpara 0 eta 45 gradu artean okertu daiteke
7. Bunsen lanpararen tentsio handiko pizte automatikoa, pizte-denbora: ezarpen arbitrarioa
8. Gas iturria: gasa hezetasun-kontrol baldintzen arabera hautatuko da (ikus gb5455-2014-ren 7.3), propano edo butano industriala edo propano/butano gas nahasia hautatuko da a baldintzarako; % 97ko purutasunik gabeko metanoa hautatuko da B baldintzarako.
9. Tresnaren pisua 40 kg ingurukoa da
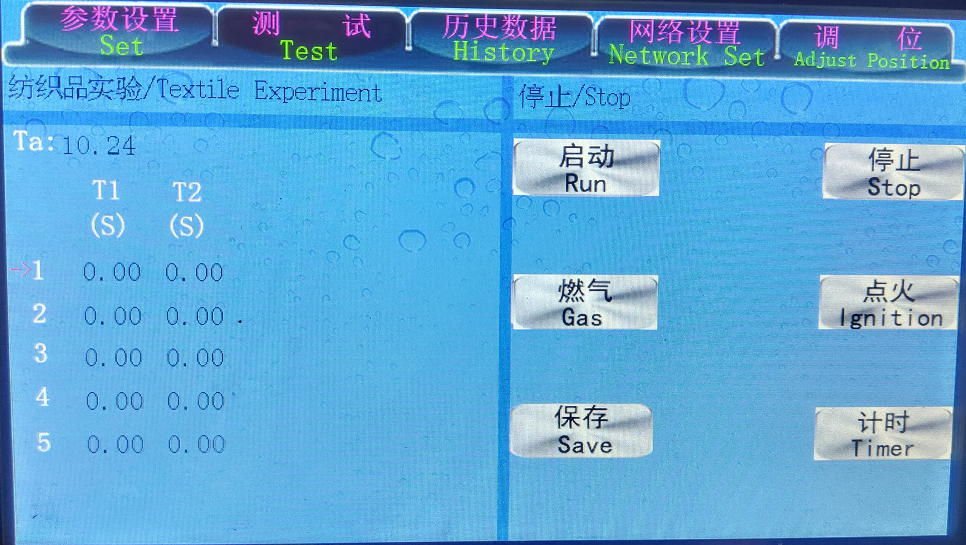
1. Ta -- sugarra aplikatzeko ordua (zenbakian zuzenean klik egin dezakezu teklatuaren interfazean sartzeko eta ordua aldatzeko)
2. T1 -- probaren sugarraren erretze-denbora erregistratu
3. T2 -- probaren sugarrik gabeko errekuntza-denbora (hau da, sutan egotea) erregistratu
4. Exekutatu - sakatu behin eta eraman Bunsen lanpara laginera proba hasteko
5. Gelditu - Bunsen lanpara sakatu ondoren itzuliko da
6. Gasa - sakatu gas etengailua
7. Piztea - behin sakatu automatikoki hiru aldiz pizteko
8. Tenporizadorea - sakatu ondoren, T1 grabazioa gelditu egiten da eta T2 grabazioa berriro gelditzen da
9. Gorde - uneko proba-datuak gorde
10. Egokitu posizioa - Bunsen lanpararen eta ereduaren posizioa doitzeko erabiltzen da
A baldintza: lagina gb6529-n zehaztutako atmosfera-baldintza estandarretan jartzen da, eta ondoren lagina ontzi itxi batean sartzen da.
B baldintza: sartu lagina labean (105 ± 3) ℃-tan (30 ± 2) minutuz, atera eta lehorgailu batean sartu hozteko. Hozteko denbora ez da 30 minutu baino gutxiagokoa izango.
A baldintzaren eta B baldintzaren emaitzak ez dira konparagarriak.
Prestatu lagina goiko ataletan zehaztutako hezetasun-baldintzen arabera:
A baldintza: tamaina 300 mm * 89 mm da, 5 lagin hartu dira longitude norabidetik (longitudinala) eta 5 pieza latitude norabidetik (zeharkakoa), guztira 10 lagin.
B baldintza: tamaina 300 mm * 89 mm da, 3 lagin hartu dira longitude norabidean (longitudinala), eta 2 pieza hartu dira latitude norabidean (zeharkakoa), guztira 5 lagin.
Laginketa-posizioa: moztu lagina oihalaren ertzetik gutxienez 100 mm-ra, eta laginaren bi aldeak ehunaren irazkiaren (luzetarako) eta trama-norabideekiko (zeharkako) paralelo egon behar dira, eta laginaren gainazala kutsadurarik eta zimurrik gabe egon behar da. Irazkiaren lagina ezin da hari beretik hartu, eta trama-lagina ezin da hari beretik hartu. Produktua probatu behar bada, laginak josturak edo apaingarriak izan ditzake.
1. Prestatu lagina goiko urratsen arabera, lotu eredua ehun-ereduaren kliparen gainean, mantendu lagina ahalik eta lauena eta, ondoren, zintzilikatu eredua kaxako zintzilikario-barran.
2. Itxi proba-ganberaren aurreko atea, sakatu gasa gas-hornidurako balbula irekitzeko, sakatu pizte-botoia Bunsen lanpara pizteko eta doitu gas-fluxua eta garraren altuera sugarra (40 ± 2) mm-ra egonkortzeko. Lehenengo proba egin aurretik, sugarra egoera honetan egonkor erreta egon behar da gutxienez minutu 1ez, eta ondoren sakatu gasa itzaltzeko botoia sugarra itzaltzeko.
3. Sakatu pizte-botoia Bunsen erregailua pizteko, doitu gas-fluxua eta sugarraren altuera sugarra (40 ± 2) mm-tan egonkortzeko. Sakatu abiarazteko botoia, Bunsen lanpara automatikoki sartuko da eredu-posizioan, eta automatikoki itzuliko da sugarra ezarritako denborara aplikatu ondoren. Laginari sugarra aplikatzeko denbora, hau da, pizte-denbora, hautatutako hezetasun-kontrol baldintzen arabera zehazten da (ikus 4. kapitulua). A baldintza 12s da eta B baldintza 3S.
4. Bunsen lanpara itzultzen denean, T1 automatikoki denbora egoeran sartzen da.
5. Ereduaren sugarra itzaltzen denean, sakatu denbora-botoia, T1-ek denbora gelditzen du, T2-k automatikoki hasten du denbora-neurketa.
6. Ereduaren kea amaitzen denean, sakatu denbora-botoia eta T2-k denbora geldituko du.
7. Egin 5 estilo txandaka. Sistemak automatikoki gordetzeko interfazea utziko du, izenaren kokapena hautatuko du, gordetzeko izena sartuko du eta gorde botoian klik egingo du.
8. Ireki laborategiko ihes-instalazioak proban sortutako errekuntza-gasak kanporatzeko.
9. Ireki proba-kutxa, atera lagina, tolestu lerro zuzen bat kaltetutako eremuaren punturik altuenean zehar laginaren luzeraren norabidean, eta ondoren zintzilikatu hautatutako mailu astuna (berak emandakoa) laginaren beheko aldean, beheko eta alboko ertzetatik 6 mm ingurura, eta gero altxatu poliki-poliki laginaren beheko muturraren beste aldea eskuz, utzi mailu astuna airean zintzilik, eta gero utzi lurrera, neurtu eta erregistratu laginaren urraduraren luzera eta kaltearen luzera, 1 mm-ko zehaztasunarekin. Beheko irudian erakusten den bezala, errekuntzan zehar fusionatu eta elkarri lotuta dagoen laginarentzat, urtze-puntu altuena izango da kaltetutako luzera neurtzerakoan.
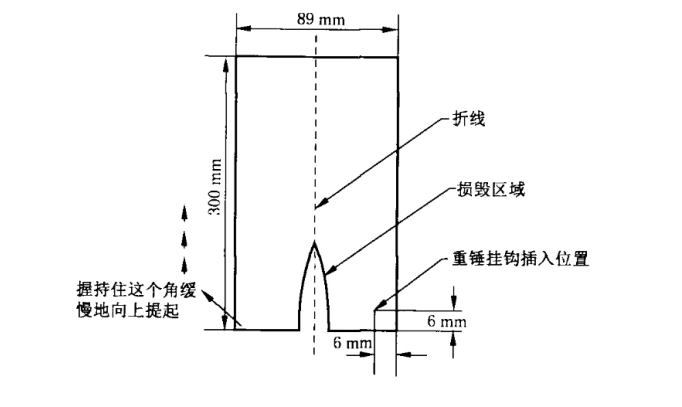
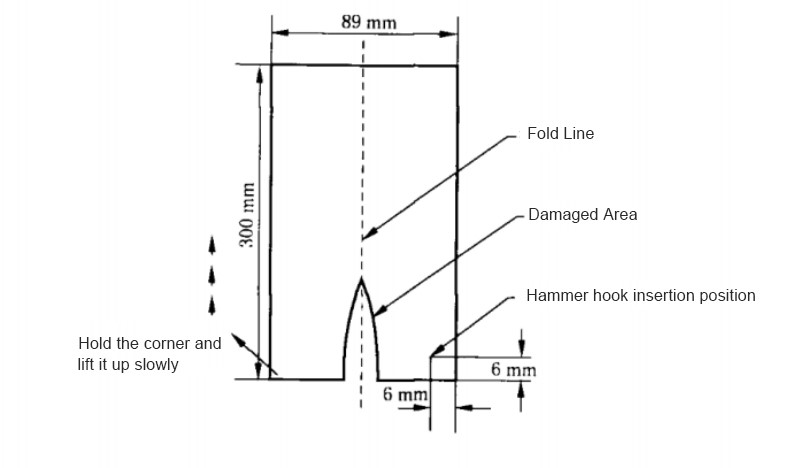
Kalteen luzeraren neurketa
10. Kendu hondakinak ganberatik hurrengo lagina probatu aurretik.
3. kapituluko hezetasun-erregulazio baldintzen arabera, kalkuluaren emaitzak hauek dira:
A baldintza: 5 laginen errekuntza osteko denboraren, ke-denboraren eta kaltetutako luzeraren batez besteko balioak longitudineko (longitudinalean) eta latitudeko (zeharkako) norabideetan kalkulatzen dira, hurrenez hurren, eta emaitzak 0,1 segundoko eta 1 mm-ko zehaztasuna dute.
B baldintza: 5 laginen errekuntza osteko denboraren, ke-denboraren eta kaltetutako luzeraren batez besteko balioak kalkulatzen dira, eta emaitzak 0,1 segundoko eta 1 mm-ko zehaztasuna dute.